
5 Min Read
Safety and reliability are critical factors in minimizing industrial equipment failure and consequent loss of life and capital. In today’s complex and inter-dependent industrial setups, a small oversight can cause a terrible disaster.
Control of hazardous energy is perhaps one of the areas where this statement assumes paramount importance. An unexpected discharge of thermal, electrical, mechanical, hydraulic, pneumatic, chemical, or radiation energy from any number of dangerous machines can have fatal consequences for the operating workers. Lockout Tagout is a safety procedure aimed at preventing such incidents.
There are specific protocols and standards defined by OSHA (Occupational Safety & Health Administration) that need to be adhered to when defining energy control procedures. The OSHA standard for The Control of Hazardous Energy (Lockout/Tagout), General Industry (29 CFR 1910.147) outlines energy control procedures for various hazardous energy sources. Lockout Tagout (LOTO) is one of the multiple ways to control dangerous energy by rendering a potentially hazardous machine inoperative until maintenance or servicing has been completed.
Every organization must have a reliability program to control hazardous energy that incorporates a robust lockout Tagout procedure.
What is meant by Lockout Tagout?
Lockout refers to the act of physically locking a machine, equipment, or a process in a de-energized state. The OSHA defines lockout as the ‘placement of a lockout device on an energy-isolating device per an established procedure.’
Hence, a ‘lockout’ is achieved by conjunction with a lockout device and an energy-isolating device.
The lockout device is a mechanical lock placed on an energy-isolating device, which in turn, can be a circuit breaker, a line valve, a block, or a manually operated circuit breaker. An energy-isolating device usually contains loops or tabs that allow padlocks to be secured to it.
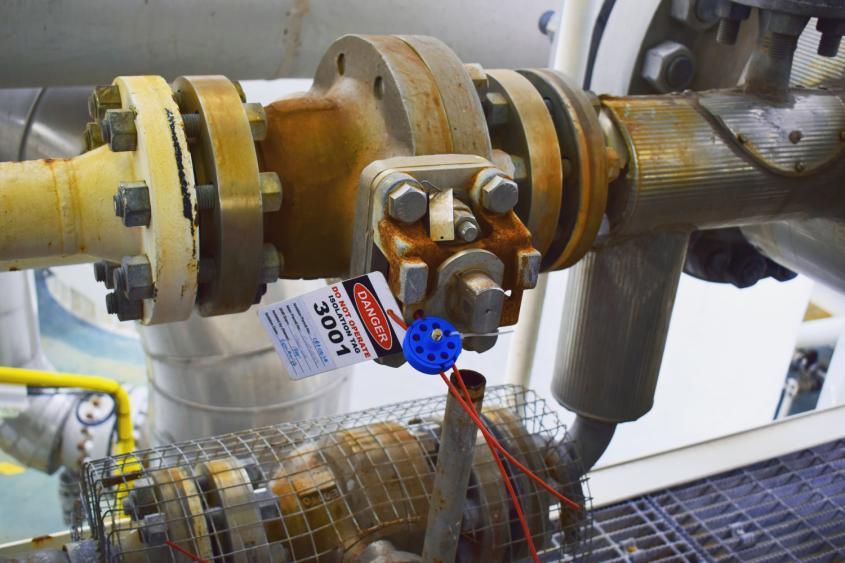
Tagout refers to a labeling process that always follows the lockout process. A tagout device is usually a standardized label or tag placed by the authorized employee who performed the lockout on the system or the equipment. The tag should indicate the following clearly:
- Name of the employee who locked and tagged the system or the machine
- why the lockout tagout was necessary for the particular machine or equipment
- the date and time of the lock/tag.
- Only the employee who has locked and tagged the system is permitted to remove them. This ensures accountability and avoids unauthorized use of machines or equipment.
Lockout devices are usually simple hasps, to which multiple locks can be attached (see below).

What is the Purpose of a Lockout Tagout Program?
A well-defined and OSHA-compliant Lockout Tagout (LOTO) program is part of an organization’s overall energy control program. Industrial equipment usually comes pre-equipped with safety guards or barrier devices to prevent harm to workers. But during non-routine activities like maintenance or repair, these devices sometimes need to be bypassed or removed.
In such cases, the lockout tagout program comes into the picture to provide adequate safety to the workers until the maintenance or repair work is completed. It enables a safe and reliable working environment for the employees by ensuring safe control of hazardous energy and helps to prevent disasters such as the following:
- A worker is unexpectedly shocked by the internal wiring of a machine while trying to repair it
- A conveyor gets jammed, a worker tries to fix the jam, the conveyor jam is suddenly freed, and the worker is crushed as a result.
- A worker is busy repairing a press, an unaware fellow worker comes by and starts operating the press, causing the service worker to have an accidental amputation.
The primary purpose of having in place a lockout tagout program is to effectively control hazardous energy and prevent injury or death of the operating workers by ensuring the following events do not occur:
- Contact with a hazard while performing tasks that necessitate the removal or bypassing of safety devices
- The unintended release of hazardous energy
- The unexpected motion or start-up of machinery, equipment, or processes
What are the 6 Steps of a Lockout Tagout Procedure?
A lockout tagout procedure broadly involves the following six activities that need to be performed by the authorized employee:
- Preparation for Shutdown
- Equipment Shutdown
- Isolation of Hazardous Energy
- Release of Stored Energy
- Lockout Tagout
- Isolation Verification
Step 1: Preparation of Shutdown
The authorized employee will investigate the system and identify which sources of hazardous energy need to be controlled. They will also document all possible hazards and ways to prevent them from releasing hazardous energy.
Step 2: Equipment Shutdown
When the preparation is complete, the next step is to shut down the machines or equipment needing maintenance or repair. All employees affected by the shutdown need to be notified during this step, even if they’re not actively servicing the equipment.
Step 3: Isolation of Hazardous Energy
Isolation refers to disconnecting the equipment from all sources of energy, thereby achieving hazardous energy lockout. This usually consists of switching off electrical breakers and valves, releasing energy from compressed springs, and blocking parts that might move or fall.
Step 4: Release of Stored Energy
There is always some residual energy left in the isolated equipment, which needs to be taken care of. It can be released either through pressure release valves, by discharging capacitors, or by bleeding chemicals through cap ends. This represents one of the often overlooked aspects of controlling hazardous energy.

Step 5: Lockout Tagout
This step deals with the actual procedure of locking and tagging the equipment by the authorized employee. The specific guidelines of the lockout program need to be followed, and the equipment needs to be locked out and properly tagged to prevent accidental operation.
Step 6: Isolation Verification
The final step of the lockout tagout process is to double-check that the system has indeed been locked out entirely and hazardous energy lockout has been successfully achieved.
The authorized employee will physically inspect the breakers, valves, and moving parts and try to engage the system,, engage and ensure no response is observed.
Elements of a Successful Lockout Tagout Program
Certain essential elements need to be included while designing an OSHA-compliant Lockout Tagout program:
1. Document your lockout tagout program
A well-documented LOTO program is essential to a successful energy control program. Your safety and health procedures should aim for OSHA compliance and incorporate the unique needs of your organization. It’s always best to aim for the industry standard when defining safety and health protocols.
2. Lockout Tagout procedures should be machine-specific
All types of equipment should have machine-specific lockout instructions, with photos posted at the point of use for the employees’ reference.
3. Identify and Tag all energy isolation points
All the energy isolation points like valves, breakers, and switches should be identified and marked with permanent tags.
4. Train all employees and perform periodic inspections
Training on lockout tagout procedures should include not only the authorized employees but affected employees as well. This means all employees who will be servicing or maintaining the machines or equipment and the ones affected by the shutdown of any piece of equipment.
5. Use proper lockout tagout devices
Sourcing the ideal lockout tagout devices for an organization needs careful vendor selection and standardized implementation of the LOTO devices. You should ideally choose from among the industry leaders to exceed compliance standards.
6. Allow for adaptability and improvement
Any lockout tagout program should be periodically reviewed and improved as needed. A LOTO program made sustainable from the ground up saves the organization costs in the long run.
What is a Group Lockout Tagout?
There are cases where multiple employees are needed to perform maintenance or service on a machine or equipment. A group lockout tagout is a method to provide enhanced security to workers in such cases by mandating individual locks by each authorized employee.

An employee is deemed responsible for the overall LOTO procedure and attaches his lock to the de-energized machine. All the other authorized employees then connect their locks to the energy isolating device. This ensures that the system cannot be re-energized until every authorized employee performing maintenance on the equipment has completed their work and removed their respective locks.
Who is Responsible for the Lockout Tagout Program?
It is the responsibility of each organization employee to perform their respective duties to make control of hazardous energy a success. A lockout tagout program is a collective effort towards safety, and the ownership lies with each of the three major groups of the organization – Management, Supervisors, and Authorized Employees.
The management has the onus of developing and training the identified employees on the lockout tagout program. They also need to provide the necessary hardware and protective equipment to perform all safety and health procedures. The supervisors are then responsible for ensuring that authorized employees are utilizing the provided resources correctly. Finally, the employees need to diligently follow the established safety procedures and report any issues identified with processes or equipment.